
Advantages
- 丸棒や角棒、パイプなどの被接合材の接合部に十分な圧力をかけながら電流を流すことで接合面をジュール熱で加熱し、接合する技術。
- 適切な圧力を印加することで、接合面の温度が結晶変態が生じないA1点以下でも接合が可能となり、母材と同じ硬度を維持できる固相接合技術。接合面の温度は流す電流値で制御可能。
- サイド電極を用いて接合部に横から電流を流すサイド通電による接合では小さい電流値での接合が可能。
- パイプや中空材の接合で、内壁にバリの生じない接合も実現でき、異材接合も可能。
- 接合装置メーカーや接合装置を使用する自動車、鉄道関係の企業様へ本技術導入をご提案。
Background and Technology
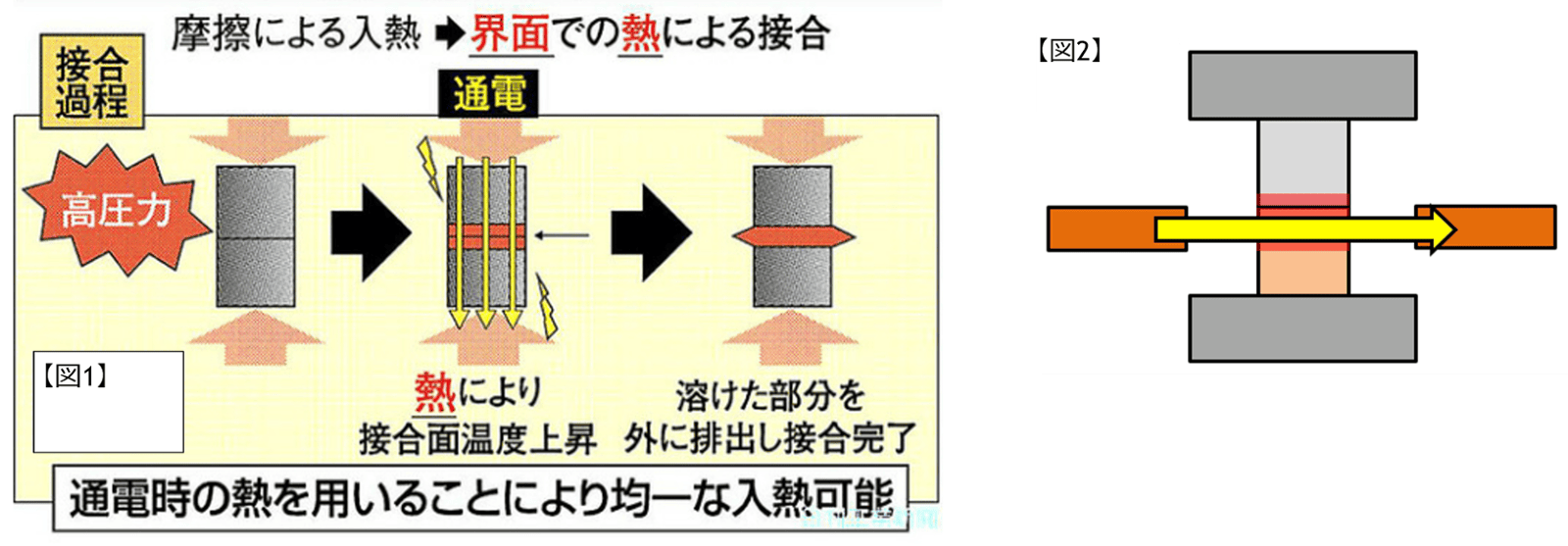
従来、材料同士の接合方法としては、材料を高速で摺動または回転しながら押し合わすことで生じる摩擦熱を利用した接合方法(摩擦圧接・線形摩擦圧接)が一般的に使われている。しかし、この方法では、摩擦熱が高温になり、接合部の強度が劣化するという問題があり、また摺動・回転といった機構を要するため接合機械が大型・複雑化するという問題もあった。
このような問題に対処するため、発明者らは、接合のための加熱源として摩擦熱ではなく外部からの入熱を利用する手法に着目した。具体的には、接合面に電流を流し、ジュール熱を発生させることで入熱する手法(抵抗接合)を開発した(図1)。この方法により、電流を流す際に十分な圧力を印加することで、接合面の温度を結晶変態点(A1 点)以下に抑えながら接合が可能となり、接合面の強度劣化を防ぐことができた。また、この手法では大型設備も必要としない。
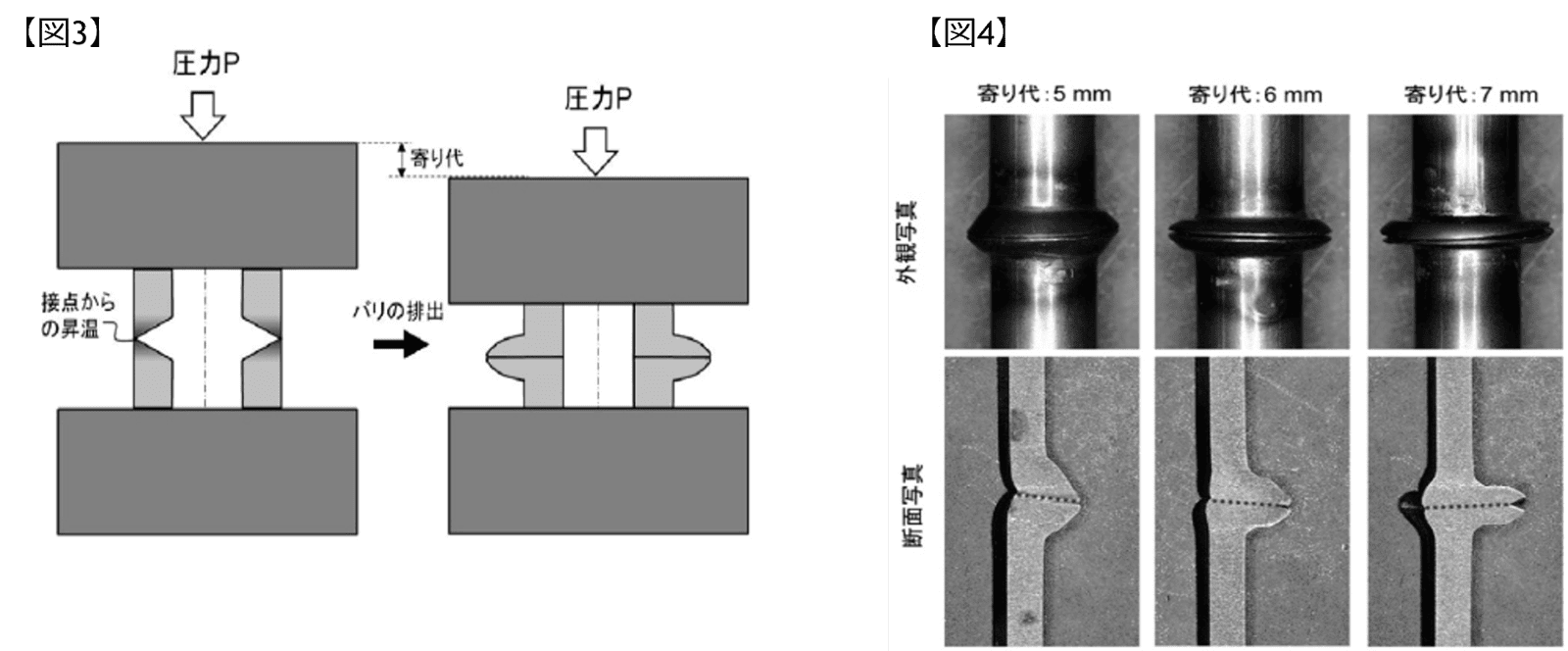
さらに、被接合材の側面に接触する電極を使用して、横方向から電流を印可することで、大径部材に対しても低電力で必要な温度まで入熱する手法を開発した(図2)。この手法では、熱伝導性に差がある異材接合の場合でも、電極の位置を調節することで接合不良を回避しつつ十分な熱量を確保できる。
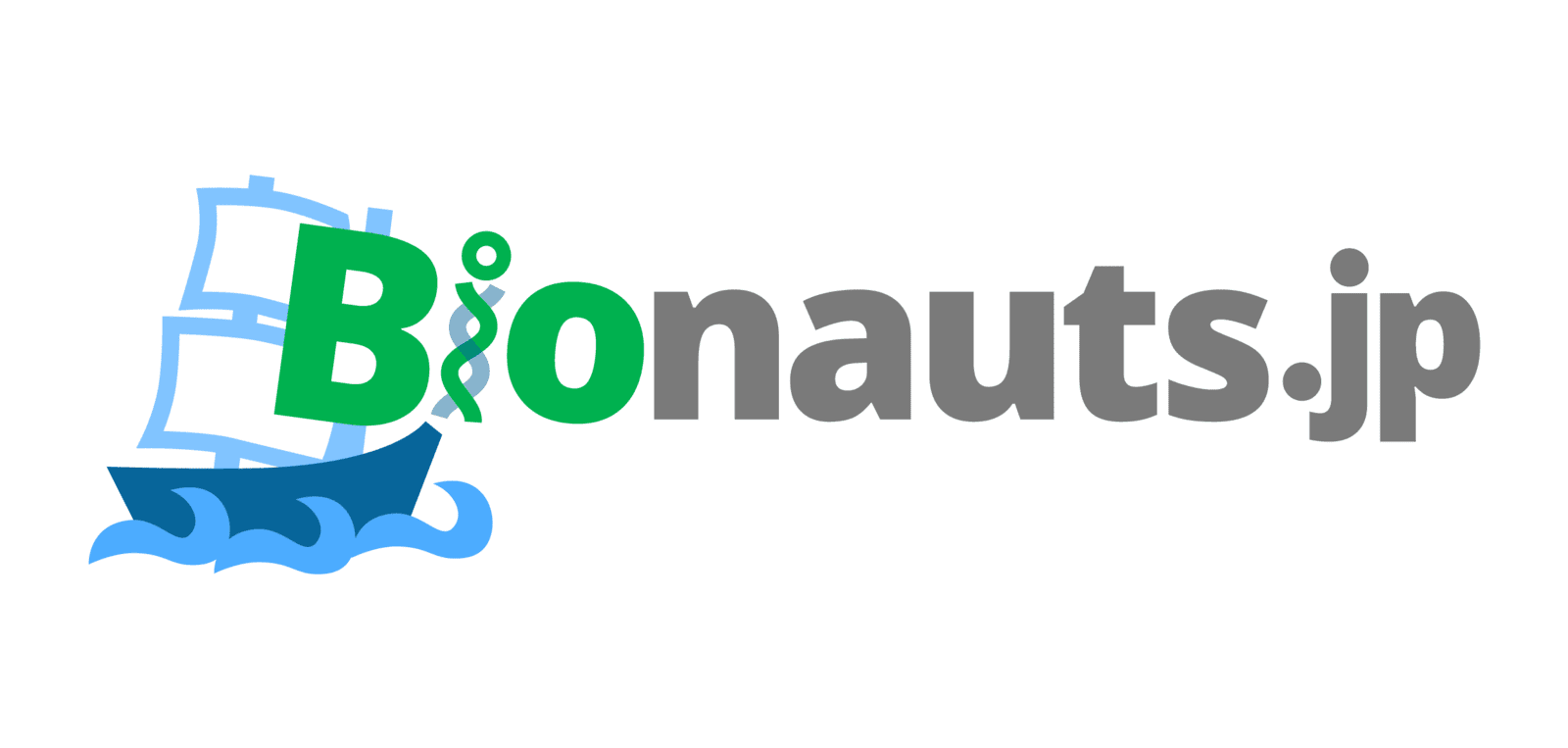
また、この手法を用いて、高強度でありながら内周にバリが生じないパイプや中空材の接合方法も開発した。パイプや中空材の端面を外周から内周にかけてテーパー形状に加工し(図3)、その後抵抗接合することで「内壁にバリがほとんど生じない高強度なパイプ材・中空材の製造を可能にする(図3,4)。
Data
- 炭素鋼 JIS-S45Cからなる丸棒を作成し、この材料に2000~4000Aの電流を印加しながら、250 MPaで突合せて接合する実験を行った。その結果、2 mm分の接合に1~10秒程度を要することと、材料に印加する電流密度(印加電流/材料の断面積)が高いほど接合時間が短く、接合部の継手効率が高いことが分かった。最もよい実験例では接合部は母材強度と同等になり、欠陥や熱影響による軟化部が認められない、良好な継手を得られた。
- 純アルミニウムと純銅の丸棒(径5 mm)について、電極を接触面に対して水平方向より銅材に接触して電流を印可し、圧接を行った結果、未結合部がない良好な継手が得られた。この継手の性能は、引張試験で継手効率が96%であった。
Expectations
- 本技術を導入した接合装置を開発されたい企業様がいらっしゃいましたら、大阪大学と協働での装置開発をご提案します。実用化するための技術指導も可能です。
- 本技術を利用した接合装置を必要とされる企業様(自動車、鉄道関係など)がいらっしゃいましたら、ぜひお声がけください。貴社の使用する金属について接合可能か大阪大学と共同で研究開発する体制をご提案いたします。
本発明/プロジェクトに関し、研究者との直接のご面談によるお打合せも可能ですので、ご希望がございましたらお気軽にご相談ください。
Patents
WO/2023/021945
Researchers
藤井 英俊 教授 (大阪大学 接合科学研究所 接合機構研究部門)
Please click here to see English summary.
以下のフォームからお問い合わせください